
Как правильно настроить тиг сварку для сварки алюминия: шаг за шагом руководство
Содержимое
- 1 Как правильно настроить тиг сварку для сварки алюминия: шаг за шагом руководство
- 1.1 Как настроить тиг-сварку для сварки алюминия?
- 1.2 Видео по теме:
- 1.3 Подготовка
- 1.4 Проверка соответствия сварочных материалов
- 1.5 Вопрос-ответ:
- 1.5.0.1 Какие материалы необходимы для сварки алюминия на тиг-сварке?
- 1.5.0.2 Как правильно подготовить поверхность алюминия перед сваркой?
- 1.5.0.3 Как установить правильную толщину электрода для сварки алюминия на тиг-сварке?
- 1.5.0.4 Как настроить тиг-сварочный аппарат для сварки алюминия?
- 1.5.0.5 Как выбрать тиг-сварочную горелку для сварки алюминия?
- 1.5.0.6 Каким образом влияет направление сварочной дуги на качество сварки алюминия на тиг-сварке?
- 1.5.0.7 Как избежать образования дефектов при сварке алюминия на тиг-сварке?
- 1.6 Регулировка тока и скорости сварки
- 1.7 Выбор правильной электроды
- 1.8 Предварительная обработка поверхности сварных деталей
- 1.9 Контроль за подачей защитного газа
- 1.10 Необходимость использования жидкой защиты
- 1.11 Наблюдение за процессом сварки
- 1.12 Охлаждение сварочной дуги
- 1.13 Послесварочная обработка деталей
- 1.14 Проверка качества сварки
Узнайте, как правильно настроить тиг сварку для алюминия и добейтесь идеального результата. Наши советы помогут вам избежать ошибок и достичь качественной сварки алюминиевых изделий.
Алюминий является одним из наиболее распространенных и полезных материалов в современном мире. Он широко применяется в авиастроении, автомобилестроении, электронике, медицине и многих других отраслях промышленности. Поэтому сварка алюминия является очень важным и востребованным процессом, и правильная настройка тиг-сварки является критическим фактором для успешной сварки.
Подходящие параметры настройки тиг-сварки будут зависеть от многих факторов, таких как тип алюминия, толщина материала, тип электрода и многие другие. Поэтому, желательно иметь подробное понимание процесса настройки тиг-сварки для каждой конкретной задачи сварки алюминия.
В данной статье мы предоставим подробную инструкцию по настройке тиг-сварки для сварки алюминия. Мы рассмотрим основные факторы, влияющие на настройку тиг-сварки, и предоставим шаг за шагом инструкцию для достижения оптимальных результатов.
Как настроить тиг-сварку для сварки алюминия?

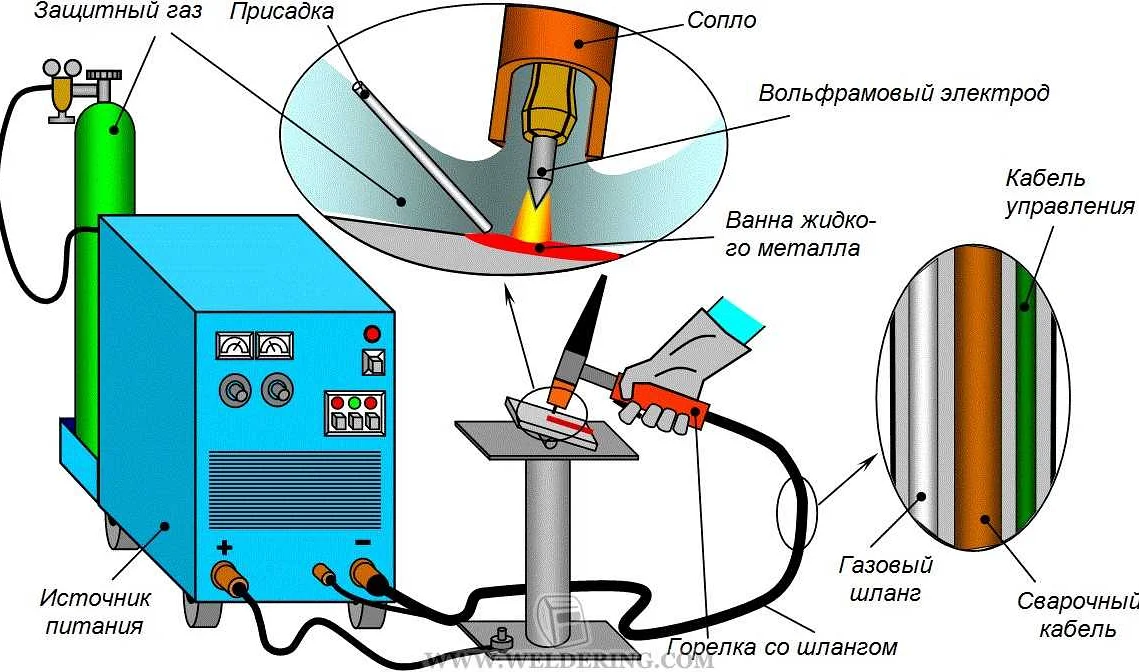
Для сварки алюминия на тиг-сварке необходимо правильно настроить ее параметры. Сначала следует выбрать соответствующую электродную головку, которая позволит осуществить сварку алюминия. Рекомендуется использовать головки со свинцовой оболочкой, так как они обеспечивают хороший контакт между электродом и свариваемым металлом.
Далее необходимо правильно настроить ток, скорость подачи сварочной проволоки и газовый поток. Начните с установки минимальной скорости подачи проволоки и минимального газового потока. Затем, постепенно увеличивая скорость и газовый поток, нужно найти оптимальное сочетание параметров для сварки алюминия.
Особое внимание следует уделить защите сварочного шва. Для этого необходимо обеспечить надлежащий газовый поток, который будет защищать сварочный шов от возможной окисления. Также следует осмотреть сварочный шов после завершения работы и при необходимости провести дополнительную обработку, например, полировку.
Важно помнить, что настройка тиг-сварки для сварки алюминия является индивидуальным процессом, который зависит от типа алюминия, его толщины и формы сварочного шва. Поэтому отсутствие опыта работы с алюминием может потребовать дополнительной обучающей практики и консультаций со специалистами.
Видео по теме:
Подготовка
Перед началом сварки необходимо подготовиться к работе:
- Обеспечить свободный доступ к оборудованию, не допускать лишнего скопления материала, деталей или людей в зоне сварки
- Очистить поверхность алюминиевых деталей от оксидов и загрязнений, с помощью щетки, абразивной бумаги или файлов
- Заготовить нужное количество материала и фермента
- Проверить наличие всех необходимых инструментов: тигель, электроды, сварочный аппарат, перчатки, маска и пр.
- Оценить условия на рабочем месте: освещение, вентиляция, отсутствие пыли и избыточной влажности.
Важно помнить, что подготовка поверхности для сварки имеет огромное значение для создания качественного шва. Наличие оксидов и инородных частиц на поверхности детали может привести к появлению микротрещин и недостаточной прочности сварного соединения.
Проверка соответствия сварочных материалов
Перед началом сварочных работ необходимо проверить соответствие всех сварочных материалов, используемых для сварки алюминия. В противном случае, качество сварочного шва может быть низким, а это приведет к серьезным проблемам в дальнейшем.
Проверка всех сварочных материалов должна включать в себя следующие шаги:
- Проверка сварочной проволоки на соответствие легированию алюминия. Для этого необходимо проверить маркировку на упаковке сварочной проволоки.
- Проверка электрода на соответствие легированию алюминия. Это также можно сделать с помощью маркировки на упаковке электрода.
- Проверка газовой смеси на соответствие. Для сварки алюминия необходимо использовать газовую смесь, состоящую из гелия и аргона.
- Проверка flux-средства, если оно используется. Необходимо убедиться, что flux-средство предназначено для сварки алюминия.
Правильная проверка сварочных материалов перед началом работ — это залог успешной сварки и отсутствия проблем в дальнейшем. Помните, что неверно подобранные сварочные материалы могут повлечь за собой не только низкое качество сварочного шва, но и нарушение технологии сварки в целом.
Вопрос-ответ:
Какие материалы необходимы для сварки алюминия на тиг-сварке?
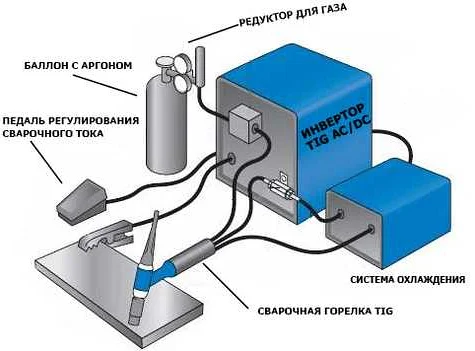
Для сварки алюминия на тиг-сварке необходимо специальное оборудование: тиг-сварочный аппарат, воздушный охладитель, сварочный горелка, металлические электроды и дополнительные принадлежности, такие как очиститель для поверхности металла.
Как правильно подготовить поверхность алюминия перед сваркой?
Перед сваркой алюминия необходимо очистить поверхность от загрязнений, таких как жир или окислы. Для этого можно использовать специальные средства для очистки поверхности металла или атомайзер с ацетоном. Также стоит обезжирить зону, где будет происходить сварка, чтобы исключить возможность образования пустот.
Как установить правильную толщину электрода для сварки алюминия на тиг-сварке?
Правильная толщина электрода для сварки алюминия на тиг-сварке зависит от толщины алюминиевой заготовки. Обычно для тонких заготовок используют электроды толщиной от 1 до 2 мм, для более толстых — от 2 до 3 мм. Также важно убедиться, что электрод чистый и не содержит окислов или других загрязнений.
Как настроить тиг-сварочный аппарат для сварки алюминия?
Для настройки тиг-сварочного аппарата для сварки алюминия нужно установить правильные параметры сварки, такие как ток и напряжение, в соответствии с толщиной и типом металла. При сварке алюминия на тиг-сварке также необходимы воздушный охладитель и дополнительный провод для подключения.
Как выбрать тиг-сварочную горелку для сварки алюминия?
При выборе тиг-сварочной горелки для сварки алюминия необходимо обратить внимание на ее размер и тип. Оптимальный размер горелки зависит от толщины заготовки, обычно для тонких заготовок используют горелку диаметром от 1 до 1,6 мм, для более толстых — от 1,6 до 2,4 мм. Также стоит выбирать горелку с цилиндрической формой, чтобы облегчить направление сварочной дуги.
Каким образом влияет направление сварочной дуги на качество сварки алюминия на тиг-сварке?
Направление сварочной дуги имеет решающее значение для качества сварки алюминия на тиг-сварке. Для достижения наилучших результатов нужно направлять сварочную дугу изнутри наружу, чтобы обеспечить полное проникновение электрода в металл. Также стоит контролировать скорость движения сварочной горелки, чтобы избежать образования пустот или некачественной сварки.
Как избежать образования дефектов при сварке алюминия на тиг-сварке?
Для избежания образования дефектов при сварке алюминия на тиг-сварке необходимо следить за температурным режимом, контролировать скорость движения сварочной горелки и убедиться в правильной подготовке поверхности металла. Также стоит использовать чистые и качественные электроды, а также сварочный провод с хорошей изоляцией, чтобы избежать коротких замыканий.
Регулировка тока и скорости сварки
Регулируя ток и скорость сварки при работе с алюминием, необходимо учитывать ряд факторов, включая толщину материала, диаметр электрода, тип газа и другие параметры сварочного процесса.
Для сварки алюминиевых деталей на тиг-сварке обычно используются тонкие электроды, которые требуют более низких токов и скоростей сварки по сравнению с другими материалами.
Оптимальный ток и скорость сварки зависят от толщины материала. Для тонких листовых материалов следует использовать более низкий ток и скорость сварки, в то время как для толстых деталей можно использовать более высокие значения.
При работе с тонкими алюминиевыми материалами также рекомендуется использовать небольшую длину дуги, чтобы избежать пережога и деформации детали.
Регулировку тока и скорости сварки следует проводить методом проб и ошибок, устанавливая оптимальные значения для каждой конкретной детали. Начинайте с низких значений и постепенно увеличивайте их, пока не добьетесь желаемого результата.
Применение защитного газа также важно для достижения качественной сварки. Чтобы выбрать правильный газ, следует учитывать тип материала и метод сварки.
Важно помнить, что успешная регулировка тока и скорости сварки зависит от опыта и технических знаний сварщика. Поэтому перед началом работы следует тщательно изучить инструкцию по эксплуатации и получить необходимые навыки обращения с оборудованием.
Выбор правильной электроды
Выбор правильной электроды для тиг-сварки алюминия является важным этапом работы. Он зависит от типа алюминия, который будет свариваться, его толщины и конструкционного назначения. Обычно используются электроды из высокочистого алюминия с добавлением различных сплавов.
Для алюминия серии 1xxx, которые содержат более 99% алюминия, используют
электроды А4043 или А1100. Эти электроды хорошо подходят для сварки
немагниевых алюминиевых сплавов.
Для алюминия серии 3xxx и 6xxx, которые содержат марганец и кремний, добавляют в сплавы медь и магний, поэтому используют электроды
А5356 или А5183. Они позволяют сваривать эти сплавы без образования трещин и пор.
Для алюминия серии 5xxx, которые содержат магний, электроды А5356 и А5183 также являются наилучшим выбором.
Для алюминия серии 7xxx, содержащего цинк, медь и магний, используют электроды А5356 или А5183.
Выбирая электроды, убедитесь в их качестве и соответствии необходимым требованиям. При неправильном выборе электродов может возникнуть недостаточное качество сварки, образование трещин и других дефектов, что может привести к снижению качества конечной продукции.
Предварительная обработка поверхности сварных деталей

Одним из важных этапов подготовки к сварке алюминия является предварительная обработка поверхности сварных деталей. Это необходимо для получения качественного сварного шва с высокой прочностью.
Перед началом сварки необходимо удалить все загрязнения с поверхности деталей. Это можно сделать с помощью химической обработки или механической очистки. Химическая обработка подразумевает применение специальных растворов, которые удаляют окисление и прочие загрязнения. Механическая очистка может быть выполнена с помощью щетки или абразивного материала.
После очистки поверхности деталей необходимо обезжирить их. Для этого можно использовать растворители или специальные моющие средства. Обезжиривание необходимо для того, чтобы предотвратить появление недостатков сварного шва, таких как поры или пузырьки.
После обезжиривания поверхности деталей необходимо провести проверку на наличие трещин, которые могут появиться в результате механической обработки или других процессов. Если на поверхности обнаружены трещины, то их необходимо устранить перед началом сварки.
Таким образом, предварительная обработка поверхности сварных деталей играет важную роль в получении качественного сварного шва. Она включает удаление загрязнений, обезжиривание и проверку на наличие трещин. При выполнении всех этапов правильно можно получить прочный и надежный сварной шов.
Контроль за подачей защитного газа
Во время сварки алюминия через тиг-сварку очень важно контролировать подачу защитного газа. Защитный газ играет решающую роль во время сварки, так как он предотвращает окисление металла и образование поверхностных дефектов на свариваемых деталях.
Рекомендуется использовать смесь газов аргон-гелий в пропорции 75/25 для сварки алюминиевых деталей. При подаче газа необходимо обеспечить правильный поток и давление для защиты сварочной зоны. Подача защитного газа должна быть установлена в зависимости от толщины свариваемого металла.
Чтобы контролировать подачу защитного газа, можно использовать газовый расходомер. Данный прибор позволяет точно измерить поток газа и установить необходимый уровень давления. Расходомер должен быть установлен на сварочном аппарате вблизи сварочного горелки.
Также необходимо регулярно проверять состояние газовых баллонов и фильтров для защитного газа. Поврежденные баллоны и фильтры могут не правильно подводить газ к сварочной зоне, что приведет к окислению металла и образованию дефектов на свариваемой поверхности.
Контроль за подачей защитного газа является важной задачей при сварке алюминия через тиг-сварку. Правильная подача газа помогает предотвратить появление дефектов на свариваемой поверхности и сохранить качество сварки.
Необходимость использования жидкой защиты
При сварке алюминия крайне важно использовать защитные газы, которые предотвращают контакт сварочной дуги с атмосферой, иначе полученный шов будет низкого качества. Однако, в случае алюминиевых материалов, требуются дополнительные меры защиты, так как алюминий очень чувствителен к окислению и образованию оксидного слоя на поверхности свариваемых деталей. Такой слой препятствует образованию качественного шва и может портить его внешний вид, а также повышать вероятность появления дефектов.
Жидкая защита представляет собой защитный состав, который наносится на поверхность алюминиевых деталей и предотвращает образование оксидного слоя во время сварки. Такие составы обычно называют «пастами» или «жидкими фольгами». Они создают на поверхности материала слой, который защищает его от воздействия кислорода в атмосфере.
Жидкая защита необходима в основном при сварке тонкостенных алюминиевых деталей, которые более подвержены окислению и образованию оксидного слоя. Нанесение жидкой защиты требует определенных навыков и знаний, но с помощью правильной техники и инструкций можно получить хороший результат.
Использование жидкой защиты значительно улучшает качество сварочного шва и снижает вероятность появления дефектов. Поэтому, если вам приходится сваривать алюминиевые детали, обязательно ознакомьтесь с методами использования жидкой защиты и используйте ее в своей работе.
Наблюдение за процессом сварки

Наблюдение за процессом сварки очень важно, чтобы контролировать качество работы и избегать дефектов сварных швов. В первую очередь необходимо следить за температурой плавления алюминия, чтобы избежать его перегрева, что может привести к образованию пустот и трещин в швах.
Следует также следить за размером и формой плавящегося бассейна и его передвижением по поверхности сваренной детали. Он должен быть достаточно широким и плавным, чтобы обеспечить равномерное распределение расплавленного металла и качественное соединение.
Важным моментом является контроль за уровнем защитных газов, которые предотвращают окисление и образование примесей в швах. Необходимо следить за их равномерным распределением и обеспечить достаточное количество защитного газа в зоне сварки.
Для более точного контроля за процессом сварки можно использовать специальное оборудование, такое как сварочные лампы, линейки и лазерные уровни. Они помогут определить правильность расположения сварного шва и его геометрические характеристики.
Важным моментом является также соблюдение режимов питания и сварочной технологии, указанных в инструкции на сварочном аппарате и выбор правильного электрода для сварки алюминия. Наблюдение за процессом сварки поможет избежать погрешностей и обеспечить высокое качество сварных соединений.
Охлаждение сварочной дуги
Охлаждение сварочной дуги является одним из ключевых параметров при сварке алюминия. Высокие температуры при сварке могут привести к перегреву тигельной сварочной головки, что может повредить сварочное соединение. Это происходит из-за того, что при сварке алюминия требуется больше энергии и времени на охлаждение дуги, чем при сварке других металлов.
Чтобы избежать перегрева тигельной сварочной головки, необходимо контролировать скорость подачи сварочной проволоки и ширины шва, а также подбирать необходимый ток и напряжение. Вместе с этим, рекомендуется использовать мощный вентилятор, который будет обеспечивать стабильное охлаждение сварочной дуги.
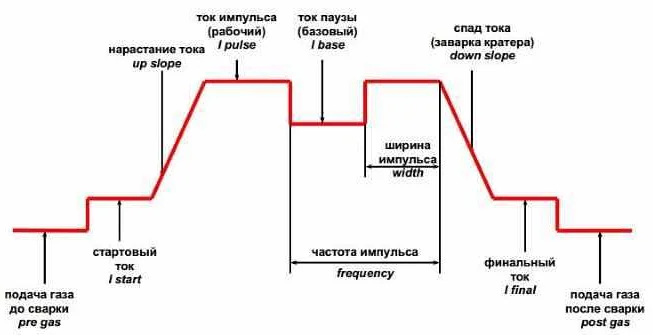
Кроме того, быстро меняющийся силовой ток также может повредить сварочное соединение. При использовании пульсирующего тока рекомендуется выбирать первичную амплитуду, так что максимальный силовой ток не превышал бы 150% от выбранного тока сварки. Это поможет контролировать температуру при сварке и избежать возможных повреждений.
Важно также учитывать, что при сварке алюминия происходит быстрое расширение сварочного металла. Поэтому избыточное накопление холодильной способности в сварочной головке может стать проблемой. Для избежания непредвиденных проблем, рекомендуется регулярно проверять температуру сварочной головки и не допускать перегрева.
Послесварочная обработка деталей
Правильная послесварочная обработка деталей — это важный этап в процессе сварки, который влияет на качество конечного продукта. Необходимо уделить внимание следующим этапам:
- Очистка поверхности: После сварки детали необходимо очистить от остатков флюса, потока и других отходов сварочного процесса, чтобы деталь выглядела аккуратно и не имела налета, который может повлиять на характеристики материала.
- Обезжиривание: После очистки поверхности детали необходимо обезжирить ее перед окраской или другой обработкой. Обезжиривание поможет удалить остатки масла, жира и других загрязнений, которые могут снизить скорость реакции при окраске или приклеивании материала.
- Анодирование: Анодирование — это электрохимический процесс, который позволяет улучшить защитную пленку алюминия. Анодирование усиливает долговечность и коррозионную устойчивость алюминиевых деталей, делая их более прочными и долговечными.
- Окраска: Для того чтобы придать детали идеальный вид и защитить ее от вредных воздействий, необходимо окрасить. Окраска защищает поверхность от коррозии и воздействия УФ-лучей. Выбор краски зависит от условий эксплуатации детали, а также от наружного вида.
- Полировка: После окраски деталь можно полировать, чтобы придать ей дополнительный блеск и уменьшить видимость мелких царапин и дефектов. Полировка сделает деталь более эстетичной и привлекательной для глаз.
Важно учесть, что послесварочная обработка деталей может быть разной и зависит от условий эксплуатации. Следует подобрать наиболее подходящий метод для конкретного случая. При этом необходимо следить за качеством сварки и учитывать, какой выбор обработки наиболее подходит для данного материала и его условий эксплуатации.
Проверка качества сварки

После завершения сварочных работ необходимо провести проверку качества сварки, чтобы убедиться в её надежности и долговечности. Важно следить за качеством сварки, особенно если она выполняется на объектах, работающих под высокими нагрузками.
Одним из способов проверки качества сварки является неразрушающий контроль. Наиболее распространенными методами являются визуальный контроль, магнитопорошковый и ультразвуковой контроль. Они позволяют выявить дефекты сварного шва, такие как трещины, поры, включения металла и другие.
Также важно проверить геометрию сварного шва. Она должна соответствовать заданной в проекте и не иметь отклонений. Для этого можно использовать инструменты для измерения и контроля прямых углов и геометрических фигур.
Если были использованы сварочные материалы с сертификатом соответствия, можно провести проверку их наличия и подлинности. Также стоит убедиться, что при сварке были соблюдены все нормы и правила безопасности.
Если при проверке качества сварки были выявлены дефекты, необходимо принять меры для их устранения. Для этого могут быть использованы различные методы ремонта сварных швов, в зависимости от типа дефекта и материала, на котором проводилась сварка.
Таким образом, проверка качества сварки является важной стадией, которую необходимо проводить после завершения сварочных работ. Она позволяет гарантировать надежность и долговечность сварных соединений и предотвращать возможные аварии и поломки.



